 ລາວ
ລາວ-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български - ລາວ
-
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


ບ້ານ
>
ຜະລິດຕະພັນ > ການຫັນແລະ Milling ເຄື່ອງປະສົມ
>
ພາຍໃນສາມ-curve Groove Turning ແລະ Milling Machine






ພາຍໃນສາມ-curve Groove Turning ແລະ Milling Machine
Jingfusi® Inner Three-curve Groove Turning and Milling Machine ແມ່ນເຄື່ອງກົນຈັກທີ່ຊ່ຽວຊານສະເພາະທີ່ໃຊ້ສໍາລັບເຄື່ອງຈັກທີ່ມີຄວາມແມ່ນຍໍາຂອງຮ່ອງພາຍໃນທີ່ມີສາມດ້ານໂຄ້ງຫຼື contoured. ເຄື່ອງຈັກຫັນເປັນສາມເສັ້ນໂຄ້ງພາຍໃນ ແລະ milling ນີ້ຖືກນໍາໃຊ້ໂດຍທົ່ວໄປໃນອຸດສາຫະກໍາທີ່ຕ້ອງການການຜະລິດຂອງພາກສ່ວນສະລັບສັບຊ້ອນທີ່ມີຮ່ອງພາຍໃນຫຼືໂປຣໄຟລ໌ທີ່ບໍ່ສາມາດສ້າງໄດ້ຢ່າງງ່າຍດາຍໂດຍໃຊ້ວິທີການເຄື່ອງຈັກແບບດັ້ງເດີມ.
ຕົວແບບ:CK46-3+2
ສົ່ງສອບຖາມ
ລາຍລະອຽດຜະລິດຕະພັນ
ໃນຂະນະທີ່ນໍາໃຊ້ຕົ້ນຕໍສໍາລັບການເຄື່ອງຈັກໃນ groove, ເຄື່ອງຈັກເຫຼົ່ານີ້ຍັງສາມາດປະຕິບັດການ machining ອື່ນໆ, ເຮັດໃຫ້ມັນ versatile ສໍາລັບລະດັບຄວາມກ້ວາງຂອງຄໍາຮ້ອງສະຫມັກ. ອຸດສາຫະກໍາເຊັ່ນ: ການບິນອະວະກາດ, ການຜະລິດອຸປະກອນການແພດ, ລົດຍົນ, ແລະວິສະວະກໍາຄວາມແມ່ນຍໍາມັກຈະອີງໃສ່ເຄື່ອງຈັກເຫຼົ່ານີ້ເພື່ອຜະລິດອົງປະກອບທີ່ສັບສົນແລະມີຄວາມແມ່ນຍໍາສູງ. ເຄື່ອງຈັກຫັນເປັນສາມເສັ້ນໂຄ້ງພາຍໃນ ແລະ milling ສາມາດປຸງແຕ່ງວັດສະດຸຕ່າງໆ, ລວມທັງໂລຫະ, ພາດສະຕິກ, ແລະອົງປະກອບ, ຂຶ້ນກັບຄວາມຕ້ອງການເຄື່ອງຈັກສະເພາະ.
ແຜນວາດການເດີນທາງຂອງເຄື່ອງຈັກ

ລາຍລະອຽດຜະລິດຕະພັນ

ບັນຊີລາຍຊື່ພາລາມິເຕີ
| ລາຍການ | ໜ່ວຍ | ຂໍ້ມູນຈໍາເພາະ |
| ສູງສຸດ. ເສັ້ນຜ່າສູນກາງການຫັນ | ມມ | 250 |
| ສູງສຸດ. swing diam. ເກີນເຄື່ອງກຶງ | ມມ | Ø500 |
| ສູງສຸດ. ປ່ຽນເສັ້ນຜ່າສູນກາງຜ່ານຕຽງນອນ | ມມ | Ø160 |
| ລະດັບຕຽງນອນ | ລະດັບ | 35° |
| ການເດີນທາງທີ່ມີປະສິດຕິຜົນຂອງແກນ X | ມມ | 1000 |
| Z-axis ການເດີນທາງປະສິດທິຜົນ | ມມ | 400 |
| ສູງສຸດຂອງແກນ X/Z ຄວາມໄວການເດີນທາງໄວ | m/ນທ | 24 |
| ພື້ນທີ່ຖານເຫຼັກ | ㎡ | 1.8 x 1.1 |
| ຂະໜາດເຄື່ອງ : L x W x H | ມມ | 2100x 1580 x 1800 |
| ນ້ໍາຫນັກສຸດທິຂອງເຄື່ອງຈັກ | ກິໂລກຣາມ | 2600 |
| ເຄື່ອງມື No. | pcs | 8 |
| ເຄື່ອງມືສີ່ຫລ່ຽມ | ມມ | 20 x 20 |
| ຂະຫນາດມີດຂຸມ | ມມ | Ø20 |
| ມ້າທັງໝົດ | ກິໂລວັດ | 13 |
| ການບໍລິໂພກພະລັງງານສະເລ່ຍ | kw/ຊມ | 2 |
| ຮູບແບບໃບຫນ້າ spindle |
|
A2-5 |
| ຄວາມໄວ spindle | rpm | 6000 |
| ການຕັ້ງຄ່າຄວາມໄວ spindle | rpm | 1-4500 |
| Spindle Rated Torque | ນທ | 35Nm (1500r/ນາທີ) |
| ເສັ້ນຜ່າສູນກາງແຖບສູງສຸດ | ມມ | Ø45 |
ຄວາມຖືກຕ້ອງຂອງເຄື່ອງມືເຄື່ອງຈັກ
| ຄວາມຖືກຕ້ອງຂອງເຄື່ອງຈັກ, ມາດຕະຖານປັດໄຈ Jingfus: | ||||
| ລາຍການທົດສອບທີ່ສໍາຄັນ | ແຜນວາດແຜນພາບ | ມາດຕະຖານໂຮງງານ | ||
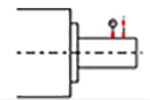
| Spindle ຕີ radial, |
 |
ກວດສອບການຫມົດຂອງໂກນນອກ | 0.0035 | |
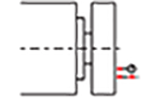
| ຕຳແໜ່ງຊ້ຳແກນ X, X |
 |
ກວດພົບການຈັດຕໍາແຫນ່ງຊ້ໍາຊ້ອນຂອງແກນ X. ຫມາຍເຫດ: ທໍາອິດຄາດຄະເນປະມານ 50 ເທື່ອເພື່ອຊົດເຊີຍຄວາມຜິດພາດຂອງເຄື່ອງຈັກເຢັນແລະເຄື່ອງຈັກຮ້ອນ, ແລະຫຼັງຈາກນັ້ນກວດພົບການຈັດຕໍາແຫນ່ງຊ້ໍາຊ້ອນ. | 0.003 | |
| ຕຳແໜ່ງຊ້ຳແກນ Z, Z |
 |
ກວດສອບການຕັ້ງຕໍາແຫນ່ງຊ້ໍາໃນແກນ Z. ຫມາຍເຫດ: ທໍາອິດຄາດຄະເນປະມານ 50 ເທື່ອເພື່ອຊົດເຊີຍຄວາມຜິດພາດຂອງເຄື່ອງຈັກເຢັນແລະເຄື່ອງຈັກຮ້ອນ, ແລະຫຼັງຈາກນັ້ນກວດພົບການຈັດຕໍາແຫນ່ງຊ້ໍາຊ້ອນ. | 0.003 | |
| ຕຳແໜ່ງແກນ C, C |
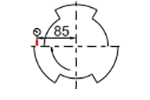 |
ກວດສອບການປັບຕໍາແຫນ່ງຂອງຈຸດຄົງທີ່ C-axis, ຫມາຍເຫດ: ທໍາອິດຄາດຄະເນປະມານ 50 ຄັ້ງເພື່ອຊົດເຊີຍຄວາມຜິດພາດຂອງເຄື່ອງຈັກເຢັນແລະເຄື່ອງຈັກຮ້ອນ, ແລະຫຼັງຈາກນັ້ນກວດສອບການຕໍາແຫນ່ງຊ້ໍາ. | 20 arc ວິນາທີ | |
| ແກນ C rotary, C |
 |
ກວດພົບຄວາມຖືກຕ້ອງຂອງຕໍາແຫນ່ງ Random ຂອງແກນ C, ຫມາຍເຫດ: ທໍາອິດຄາດຄະເນປະມານ 50 ເທື່ອເພື່ອຊົດເຊີຍຄວາມຜິດພາດຂອງເຄື່ອງຈັກເຢັນແລະເຄື່ອງຈັກຮ້ອນ, ແລະຫຼັງຈາກນັ້ນກວດເບິ່ງການຕັ້ງຄ່າຊ້ໍາຊ້ອນ. | 72 arc ວິນາທີ | |
| ຖ້າລູກຄ້າຕ້ອງການທົດສອບຄວາມຖືກຕ້ອງຂອງ ISO ຫຼື VD1 ຂອງແກນ X / Z / Y, ມັນຈະຖືກກໍານົດໃນເວລາທີ່ຂຽນສັນຍາ. ລູກຄ້າຕ້ອງທົດສອບລາຍການນີ້ໃນເວລາດຽວກັນຂອງການຍອມຮັບເບື້ອງຕົ້ນຂອງໂຮງງານ Jingfusi. | ||||
Hot Tags: Inner Three-curve Groove Turning and Milling Machine, ຈີນ, ຜູ້ຜະລິດ, ຜູ້ຜະລິດ, ໂຮງງານຜະລິດ, ຄຸນນະພາບ, ລາຄາເປັນກັນເອງ
ສົ່ງສອບຖາມ
ກະລຸນາຮູ້ສຶກວ່າບໍ່ເສຍຄ່າເພື່ອໃຫ້ການສອບຖາມຂອງທ່ານໃນແບບຟອມຂ້າງລຸ່ມນີ້. ພວກເຮົາຈະຕອບກັບທ່ານໃນ 24 ຊົ່ວໂມງ.









X
ພວກເຮົາໃຊ້ cookies ເພື່ອສະເຫນີໃຫ້ທ່ານມີປະສົບການການຊອກຫາທີ່ດີກວ່າ, ວິເຄາະການເຂົ້າຊົມເວັບໄຊທ໌ແລະປັບແຕ່ງເນື້ອຫາ. ໂດຍການນໍາໃຊ້ເວັບໄຊທ໌ນີ້, ທ່ານຕົກລົງເຫັນດີກັບການນໍາໃຊ້ cookies ຂອງພວກເຮົາ.
ນະໂຍບາຍຄວາມເປັນສ່ວນຕົວ